Produktreihe Genius
Optionen
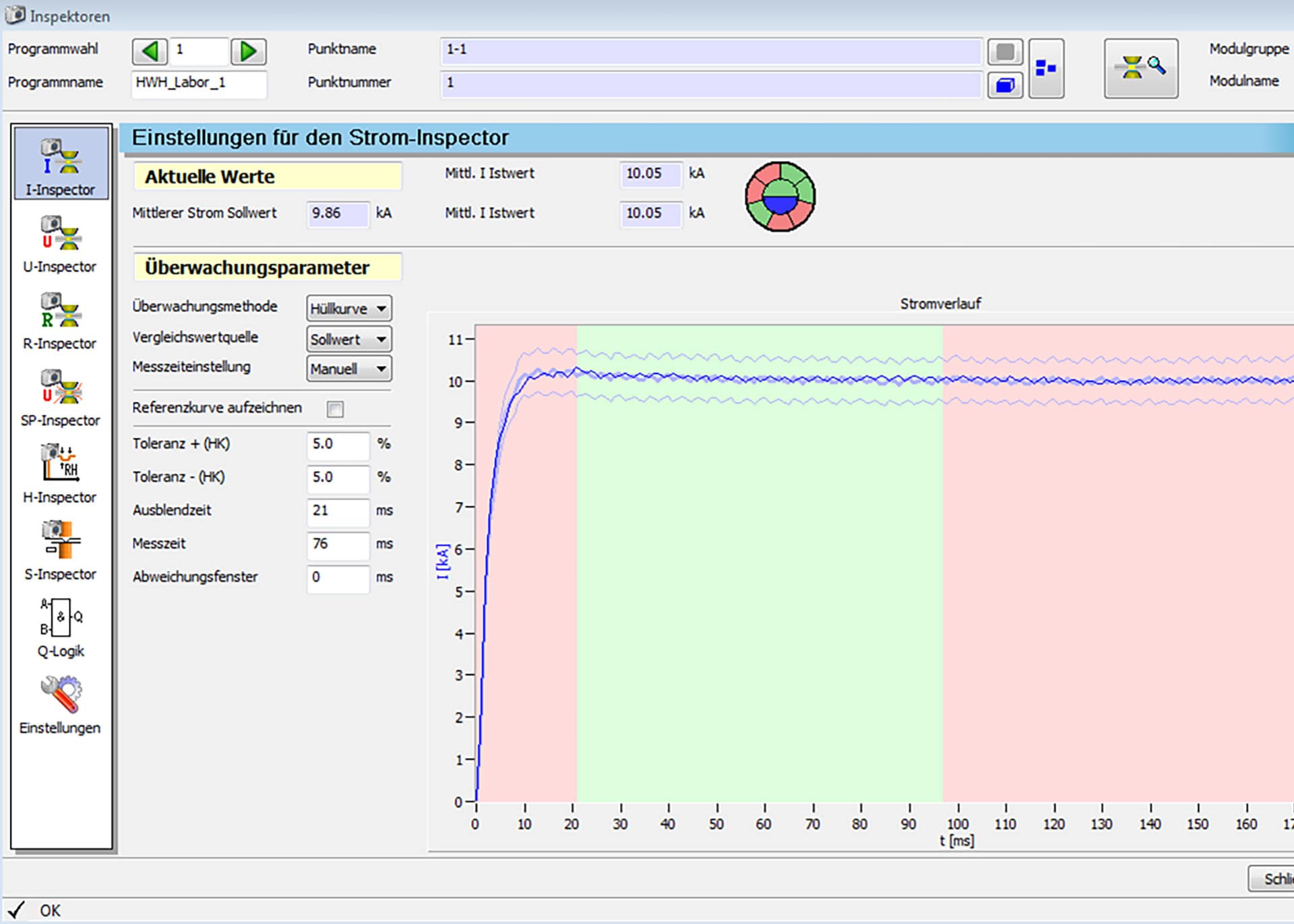
Je nach Anwendung und Schweißaufgabe bieten wir verschiede Optionale Ausstattungen unserer Genius-Inverter an. Benötigen sie eine gute Dokumentation ihrer Schweißqualität, haben wir für sie das passende Dokumentationstool. Wir bieten ihnen an, eine Bauteildokumentationen in einer internen Datenbank, auf einem PC oder Server, sowie auch die Dokumentation ihrer Schweißdaten an eine externe Datenbank, durchzuführen. z.B. für die Punktschweißaufgabe im Blechbereich empfehlen wir ihnen unser IQflex-System einzusetzen. In diesem System stehen unterschiedliche Werkzeuge für jede Punktschweißaufgabe zur Verfügung. Eine umfangreiche überwach u ng ist bereits integriert.
Downloads