Genius product range
Options
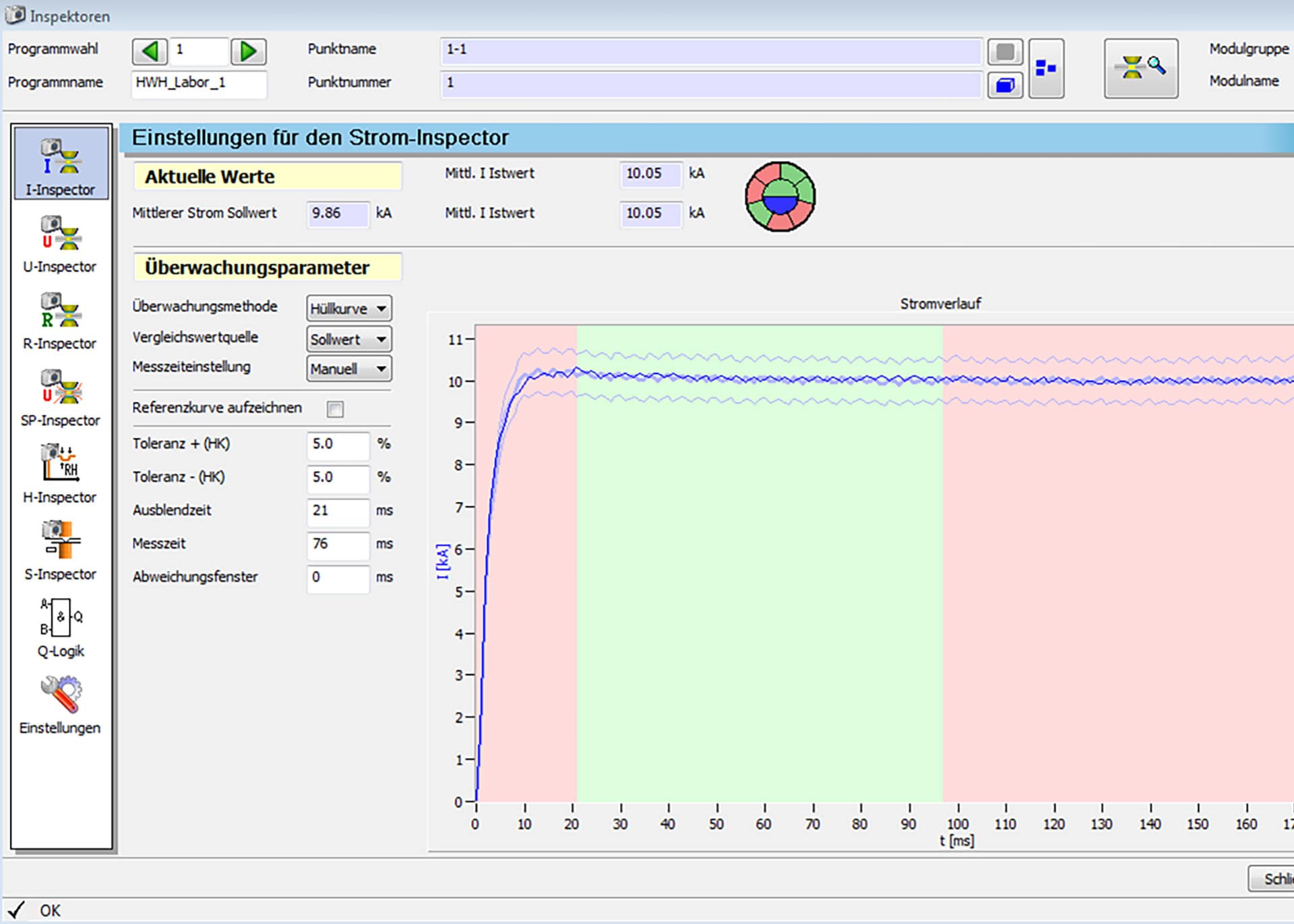
Depending on the application and welding task, we offer various optional equipment for our Genius inverters. If you need a good documentation of your welding quality, we have the right documentation tool for you. We offer to carry out documentation of components in an internal database, on a PC or server, as well as documentation of your welding data to an external database. e.g. for the spot welding task in the sheet metal area we recommend to use our IQflex system. In this system, different tools are available for each spot welding task. Extensive monitoring is already integrated.
Downloads